Statistical process control assignment: Case Study of Waterside Leather
Question
Task: The report on statistical process control assignment presented a review on “Statistical Process Control” (SPC) for different sectors and the tannery production of “Waterside Leather Limited” along with its quality management process.
Answer
1. Introduction
In this report of statistical process control assignment, “Statistical Process Control” (SPC) has been discussed based on the case study of “Waterside Leather Limited”. SPC is an essential factor for the plant to monitor its production process.SPC was pioneered by Walter A. Shewhart at “Bell Laboratories” back in 1920. He developed the control chart in 1924 and established the concept of Statistical control process. The SPC thoroughly monitors the quality and process of the production for deriving useful result. The result of the monitoring process is derived by analyzing the set of data. The set of data have been recorded by evaluating the operation of the whole process. The report on statistical process control assignment presented a review on “Statistical Process Control” (SPC) for different sectors and the tannery production of “Waterside Leather Limited” along with its quality management process.
2. Literature Review on “Statistical Process Control”
According to (Ahmad, et al., 2012) “Statistical Process Control” (SPC) can be used as the mediator for measuring the business performance and the “Total Quality Management” factors. SPC helps to improve the performance of the business in both small and large organizations. The historical factor of SPC has been identified from this selected research paper explored in the statistical process control assignment.SPC can be used as the quality indicator for measuring the quality of the operations on business (Ahmad, et al., 2012).
New techniques for improvement can be implemented by studying the SPC result.
Walter A. Shewhart focused his development in states of process control. The concept of exchangeability is linked to the statistical process control methodologies during the early phases of development.
During the early stages of World War 2, W. Edwards Deming pioneered the industrial process and quality control methodologies. He develops the framework of the short training programs and courses for American industries.
Meanwhile, he was elected as president for American Society for Quality Control.
The research on statistical process control assignmentsignifies that “Statistical Process Control” methods can be used for detecting abnormal situations during productions. The performance of the process can be measured through various SPC schemes (Marques, et al., 2015). Those schemes can provide useful result if implemented on the "short-run environments". The SPC schemes have been discussed in this paper based on the case study of the textile industry and mitigating the issue of production (Marques, et al., 2015). The model based on the SPC has been presented on addressing the abnormal situations. Moreover, it suggests measures to improve the performance of the business.
"Statistical Process Control" has vast use in the healthcare industry. In this paper of statistical process control assignment, the up-gradation of SPC has been discussed to provide smooth performance to the healthcare industry (Mohammed, et al., 2013). In a healthcare institution, two types of cases are mainly seen, namely- “common-cause” variation and “special-cause” variation. Traditional SPC processes failed to control and monitor both the cases (Mohammed, et al., 2013). Thus, the up-gradation is needed for providing efficient service.
According to Noskievi?ová and Woska, 2014, Short-run environments have become a typical situation in recent times. Especially in the sector of metallurgy, SPC processes play an essential part. The SPC processes noted in the statistical process control assignment help to provide proper production flexibility in small-batch organizations. It also helps to ensure the product customization process according to the changing economic condition (Noskievi?ová and Woska, 2014). The SPC processes must be upgraded with changing economic scenario and improving the production processes of metallurgy.
“Statistical Process Control” provides various methodologies that help to define the statistics of quality control and improving the quality of the products. The use demand is changing with time, and thus, the SPC can be used as the tool for defining the product quality (Qiu, 2013). Business performance and quality control can also be evaluated using SPC factors.
SPC has a considerable contribution as the parameter for quality management and control. The SC charts can be prepared as the essential parameter for ranking of the business process. The performance of the specified business can be measured by evaluating the parameters of the SPC. The paper discusses the robustness of the SPC charts based on the data categorization or the product categorization (Qiu, 2018). The non-parametric SPC charts can also be used, but it has many limitations regarding business performance.
The industrial processes can be redefined by the control charts based on the multivariate SPC. The paper outlined in the statistical process control assignment discusses the advantages and disadvantages of multivariate SPC in various industrial practices (Rogalewicz, 2012). The business strategy needs to be changed according to the change in demand. Through the performance indicators set by the multivariate SPC control charts, the processes can be modified according to the needs.
According to the (Ryan, 2011), it is stated herein statistical process control assignmentthat “Statistical Process Control” (SPC) used to identify the trouble spots in the business processes. It also suggests measures for those trouble spots and achieves excellent performance. It is an effective management tool to incorporate within the industry.
The production “line performance” of the manufacturing industry can be improved by implementing SPC procedures in the system (Taher and Alam, 2014). The paper discusses the factors of the quality controls and its improvement through the implementation of SPC.The importance of SPC and its improvement processes from its history of implementation among the plats has also mentioned in the research paperexamined in the statistical process control assignment.
Control charts have been used by manufacturing and non-manufacturing processes to measure the data variation at a at process map. The main objective of the control chart is to differentiate variations caused by special sources and common sources.
The control chart also termed as Shewhart charts or process behavior chart which have been used for quality control and performance assessment of a process. The variation could be comprehended within upper control limit and lower control limit which would be determining the stability and future performance scope of the process.
Application of big data sets for monitoring the statistical process of the business through SPC is an effective method for increasing the performance (Weese, et al., 2016). The issues can be detected quickly and addressed through practical methods.
3. Analysis and Evaluation of Documented Data
a. Performance Visualization
Herein statistical process control assignment, in the given data, the plant has been performed consistently throughout the examined four months period. The SPC mechanism act as if a plant’s temperature generates between the UCL (‘Upper Control Limit’) and LCL (‘Lower Control Limit’), which in current case has been between these two limits, then the performance generation would be steady (explained with data in below).The current report has documented and monitored the performance of "Waterside Leather Limited", a tannery factory to understand their performance standard, contribution to the society, and undertaken prevention methods. The data have been taken to understand their 'effluent' wastewater temperature and understand whether they are under the regulatory level or not. It is evident in this statistical process control assignmentthat the permitted range for a leather factory in discharging their 'effluent' wastewater into the nearby water body is 250C to 350C. It is permitted to reach up to 400C under critical circumstances. Exceeding these levels will cause severe damage to the water and soil permanently.
In the large-scale tannery factory, the researchers and authority primarily compare the active nature of "Conventional Fenton" oxidation (CF) and "Heterogeneous Fenton" oxidation (HF). It is essential to understand the pH level into the tannery 'effluent'. It is also related to other parameters, such as monitoring the state of "COD" ("Chemical Oxygen Demand"), H2O2, “TP” (“Total Polyphenols”), and Cr (VI) (Vilardi, et al., 2018). These parameters are essential in understanding the harmful agents into the wastewater discharged from a 'leather industry'. The current report has documented the temperature of each day for four months to analyze the performance of the mentioned plant.
b. Description of Analysis
The documentation of wastewater temperature from the tannery ‘effluent’ has been taken after monitoring each day from March to June. The purpose behind documenting the temperature each day for four months noted in the statistical process control assignment is to understand the plant's prevention or controlling process as per the implementation of "Statistical Process Control". The purification of wastewater from the' tannery' is a crucial process around the world. The ‘leather industry’ needs an effective transformation to restrict the pollution level.
The implementation of "electrocoagulation" or "electrodialysis" in its hybrid form can remove some of the harmful agents. These agents are "COD", Cr (VI), NH3-N, and changed colour from the wastewater (Deghles and Kurt, 2016). It is evident in the statistical process control assignment that the hybrid form of the “electrocoagulation” and its optimization can maintain the filtration process effectively in providing standard quality water. It is also useful for eliminating polluting agents from the wastewater efficiently. The documentation of temperature at an average rate under the permitted range is a sign for taking prevention steps effectively.
c. Generated Graphs
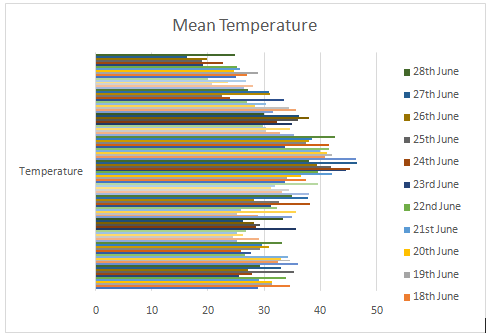
Fig 5: Average Temperature of Four Months with the “Mean Temperature” of 31.710C
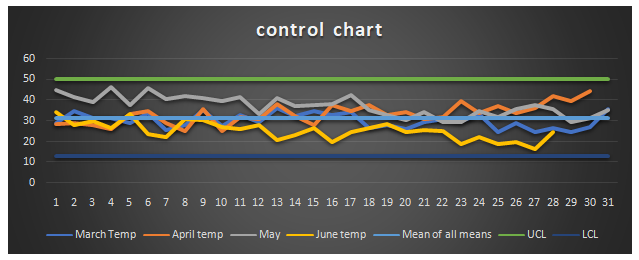
Fig 6: SPC Chart of the Plant d. Performance of the Plant
|
Mean |
mean of means |
Standard deviation |
Upper Control Limit (UCL) |
Lower Control Limit (LCL) |
|
30.00935 (March) |
31.57307135 |
6.237526253 |
50.28565011 |
12.86049259 |
|
33.50208 (April) |
|
|
|
|
|
37.41274 (May) |
|
|
|
|
|
25.36812 (June) |
|
|
|
|
During March, the plant’s ‘mean’ temperature was situated at 30.00935, which increased to 33.50208 during April, and record increased during May at 37.41274. The ‘mean’ temperature become 25.36812 in June with a drastic decrease. Throughout the four-month analysis duration, the UCL (‘Upper Control Limit’) was at 50.28565011 and LCL (‘Lower Control Limit’) was at 12.86049259. Anything between these two-limit points is considered as steady performance. So, it explains that the ‘Waterside Leather Limited’ experienced a steady performance maintaining a controlled limit to sustain the plant’s temperature and performance.
The documentation and analyzation of "Waterside Leather Limited" have been done thoroughly to understand their performance herein statistical process control assignment.The visualization of the control chart showcases the graphs related to UCL, LCL and mean temperature of the plant.The LCL of the plants has been parallel throughout the discussing four months. While the UCL has been parallel with a count of 50 degrees. The mean temperature has never been going up than the 30 degrees. The plant’s performance for the last four months has been situated between the UCL and LCL count.The documentation done in the statistical process control assignment indicated that the plant had been succeeded in maintaining its temperature under the permitted range. They have been consistent in monitoring their temperature from 200C to under 400C. However, the plant has faced a raised in temperature during the end of April and the middle of May. The month of June has shown the best performance among the four examined months. The harmful effect from the 'effluent' discharged within the wastewater from the 'leather' plant depends on its temperature, pH level, nitrogen, ammonia, and phosphorus rate in the water (Amanial, 2016). The environment protection body and other higher authorities provide a specific regulation to all the plants under the 'leather industry' to strictly follow their guideline. It will help those plants to maintain their production under control.
Many researchers are determined towards providing better treatment for the 'effluent' wastewater from the 'leather industry'. The plant should imply their importance in the treatment and filtration of tannery 'effluent' wastewater depend on its temperature control process and implementation of agent removal functions. Studies considered to develop this statistical process control assignment show that the daily monitoring process during a month's performance is essential by analyzing the "Biochemical Oxygen Demand" ("BOD") and "Chemical Oxygen Demand" ("COD") (Sivagami, et al., 2018). It has been calculated at a range of 0.1 to 0.25 after analyzing a sample from 'Biodegradability Index' (BDI) (Sivagami, et al., 2018). The decreasing harmful agents and polluting factors have been measured by comparing the “Chemical Oxygen Demand” (“COD”) presentation and “Total Organic Carbon” (“TOC”) elimination.
e. Future Recommendations
After the analyzation of the performance of “Waterside Leather Limited” for four consecutive months, the potential recommendations for the plant are discussed below within this statistical process control assignment,
- Control the temperature of the 'effluent' wastewater from the 'tannery' under the permitted range. The practical implementation of "Statistical Process Control" ("SPC") will help the organization in understanding their performance factor and other variables to take proper steps.
- Engage "electro dialysis" process into the 'effluent' water to eliminate the pollutant agents and purify the wastewater. It will mitigate the harmful effect on the water bodies around the plant and the soil.
4. Conclusion
The analysis of the existing articles and journals examined in the statistical process control assignment has discussed the mechanism and significance of “Statistical Process Control” (“SPC”) in the manufacturing industry. The ‘parametric’ and ‘nonparametric’ implementation of “SPC” will evaluate effective result from the production process. In the present scenario of statistical process control assignment, the ‘leather’ plants should engage some crucial parameters to maintain their performance without leaving any negative impact on the environment. The continuous monitoring process and engaging filtration method into the ‘effluent’ wastewater from the ‘tannery’ will decrease the harmful effect from the ‘leather industry’ on the Earth.
Bibliography
Ahmad, M. F., Zakuan, N., Jusoh, A. and Takala, J., 2012. Relationship of TQM and business performance with mediators of SPC, lean production and TPM.Statistical process control assignmentProcedia-Social and Behavioral Sciences, Volume 65, pp. 186-191.
Amanial, H. R., 2016. Physico Chemical Characterization of Tannery Effluent and Its Impact on the Nearby River. Open Access Library Journal, 3(3), pp. 1-8.
Deghles, A. and Kurt, U., 2016. Treatment of tannery wastewater by a hybrid electrocoagulation/electrodialysis process. Chemical Engineering and Processing: Process Intensification, Volume 104, pp. 43-50.
Marques, P.A., Cardeira, C.B., Paranhos, P., Ribeiro, S. and Gouveia, H., 2015. Selection of the most suitable statistical process control approach for short production runs: a decision-model. International Journal of Information and Education Technology, 5(4), p.303.
Mohammed, M. A., Panesar, J. S., Laney, D. B. and Wilson, R., 2013. Statistical process control charts for attribute data involving very large sample sizes: a review of problems and solutions. BMJ quality & safety, 22(4), pp. 362-368.
Noskievi?ová, D. and Woska, B., 2014. Design of methodology for application of statistical control on short run processes in metallurgy. Metalurgija, 53(1), pp. 81-84.
Qiu, P., 2013. Introduction to statistical process control. s.l.:CRC press. Qiu, P., 2018. Some perspectives on nonparametric statistical process control. Journal of Quality Technology, 50(1), pp. 49-65.
Rogalewicz, M., 2012. Some notes on multivariate statistical process control. Management and Production Engineering Review, Volume 3, pp. 80-86.
Ryan, T. P., 2011. Statistical methods for quality improvement. s.l.:John Wiley & Sons.
Sivagami, K., Sakthivel, K. P. and Nambi, I. M., 2018. Advanced oxidation processes for the treatment of tannery wastewater. Journal of environmental chemical engineering, 6(3), pp. 3656-3663. Taher, G. A. & Alam, M. J., 2014. Improving quality and productivity in manufacturing process by using quality control chart and statistical process control including sampling and six sigma. Global Journal of Research In Engineering.
Vilardi, G. et al., 2018. Large Laboratory-Plant application for the treatment of a Tannery wastewater by Fenton oxidation: Fe (II) and nZVI catalysts comparison and kinetic modelling. Process Safety and Environmental Protection, Volume 117, pp. 629-638.
Weese, M., Martinez, W., Megahed, F. M. & Jones-Farmer, L. A., 2016. Statistical learning methods applied to process monitoring: An overview and perspective. Statistical process control assignmentJournal of Quality Technology, 48(1), pp. 4-24.